


Introduzione
La produzione di stampi per tappi di bottiglia in plastica con chiusura flip top pone requisiti estremamente elevati sia in termini di tecnologia che di materiali. Gli acciai legati ad alta-durezza e-resistenti all'usura (come S136, H13, ecc.) vengono generalmente selezionati per gli stampi per resistere a frequenti attriti e all'usura da iniezione ad alta-pressione nell'area delle cerniere. In termini di lavorazione, la cavità dell'area della cerniera spesso richiede un taglio lento del filo e una lavorazione di precisione, con precisione controllata entro ±0,01 mm per garantire l'uniformità e la flessibilità della struttura della cerniera. I canali di raffreddamento nello stampo devono essere appositamente progettati attorno alla cerniera per prevenire il degrado della plastica dovuto al surriscaldamento. Per il trattamento superficiale, la cavità della cerniera viene spesso lucidata con precisione per ridurre la resistenza alla sformatura. L'intero processo di produzione integra lavorazione meccanica di precisione e scienza dei materiali, determinando direttamente la durata e la sensazione di apertura/chiusura del prodotto ribaltabile-.
Attributi del prodotto
|
Modello di modellatura |
Stampo per iniezione plastica |
Luogo d'origine |
Zhejiang, Cina |
|
Marchio |
Younce |
Tipo di stampo |
stampo per tappo di bottiglia ribaltabile |
|
Materiale del prodotto |
Acciaio |
Materiale strutturante |
P20,S136,H13, ecc |
|
Guida per stampi |
Sistema a canale caldo/raffreddato |
Software di progettazione |
UG, CAD/CAM ecc |
|
Trattamento superficiale |
Finitura lucida |
Trattamento di durezza |
Trattamento con azoto, tempra sotto vuoto |
|
Elaborazione |
Taglio a filo, incisione ad alta-velocità, CNC, lucidatura, ecc. |
Tutta la vita |
Almeno 1 milione di scatti |
|
Tipo di porta dello stampo |
Porta puntuale, porta latente, ecc |
Tempo di ciclo |
In base alle dimensioni del collo del cappuccio, alla struttura, ecc |
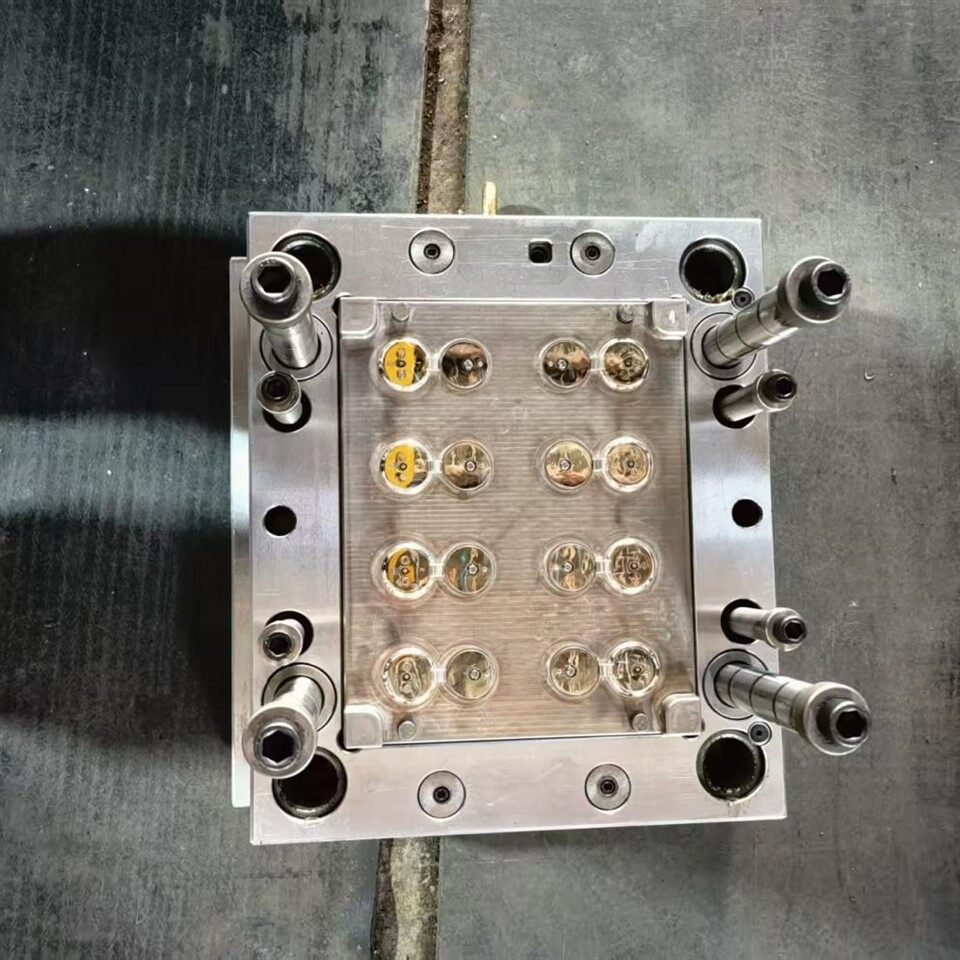
Sistema di stampaggio ad iniezione

Lo stampaggio a iniezione dello stampo con tappo flip top è un passaggio cruciale nel controllo di qualità. Poiché l'area della cerniera dei cappucci flip top è sottile (in genere solo 0,2-0,4 mm), nello stampaggio a iniezione richiede una buona fluidità e un materiale ad alta tenacità (come PP, PA, ecc.). Per evitare un riempimento incompleto o una concentrazione di stress dei prodotti, è essenziale controllare con precisione la temperatura di plastificazione, la velocità di iniezione e la pressione di mantenimento. Difetti tipici dei prodotti flip-top includono linee di saldatura nell'area delle cerniere, segni di restringimento sul coperchio e rumori anomali di apertura e chiusura. Le linee di saldatura sono spesso causate da una temperatura di fusione insufficiente o da un angolo di convergenza eccessivamente ampio, che può essere migliorato aumentando la temperatura dello stampo o regolando la posizione del punto di iniezione. I segni di ritiro hanno origine da una pressione di tenuta insufficiente o da un raffreddamento non uniforme, che richiede l'uso di canali di raffreddamento conformi e tempi di tenuta prolungati.
Vantaggi
Lo stampo per cappuccio ribaltabile presenta in genere superfici curve complesse, intricati meccanismi di adattamento a scatto-e meccanismi a cerniera, che pongono requisiti estremamente elevati in termini di precisione della lavorazione. Il vantaggio principale della tecnologia di lavorazione CNC risiede nelle sue capacità di controllo digitale superiori. Attraverso programmi di lavorazione di precisione pre-programmati, le macchine utensili CNC possono fresare e incidere l'acciaio per stampi con ripetibilità a livello di micron-. Che si tratti delle superfici di accoppiamento altamente adattate richieste nei giunti flip-top o delle texture sottili e degli smussi, la lavorazione CNC a quattro-assi può ottenere una finitura ad alta-lucentezza di superfici tridimensionali complesse durante il funzionamento, garantendo precisione dimensionale e tolleranze geometriche per la cavità e il nucleo dello stampo. Questa capacità è irraggiungibile con la lavorazione manuale tradizionale o con le normali macchine utensili, poiché garantisce direttamente apertura e chiusura fluide, una perfetta aderenza e un aspetto eccellente per il prodotto finale-a ribalta.

Servizi di progettazione personalizzata



Centro di elaborazione



Applicazione
Siamo un produttore e fornitore professionale di stampi per tappi flip top, come stampi per tappi flip top disinfettanti, stampi per tappi flip top per shampoo, stampi per tappi flip top per prodotti sanitari, stampi per tappi flip top per olio commestibile, ecc.




Confezione




Domande frequenti
D: In che modo lo stampo del tappo ribaltabile garantisce un'apertura e una chiusura fluide dei tappi delle bottiglie, una sensazione uniforme e una lunga durata?
R: Utilizziamo centri di lavoro CNC a quattro-assi ad alta precisione, integrati da elettroerosione a filo ed elettroerosione a specchio, per garantire che le tolleranze dimensionali per i componenti chiave come cerniere e chiusure siano entro ±0,01 mm. Il design della cerniera utilizza la simulazione avanzata del movimento per ottimizzare la distribuzione delle sollecitazioni. I componenti chiave, come il nucleo/cavità, utilizzano acciai per stampi pre-temprati, resistenti alla corrosione-con finitura a specchio, come S136, H13, ecc. e sono sottoposti a tempra sotto vuoto per garantire prestazioni stabili e sensazione uniforme anche dopo milioni di cicli.
D: Quali sono gli standard di accettazione per gli stampi? Quali sono gli indicatori chiave?
R: I nostri standard di accettazione superano di gran lunga le norme del settore, tra cui: ① Precisione dimensionale (dimensione critica CPK maggiore o uguale a 1,33); ② Aspetto del prodotto (assenza di bave, restringimenti, segni di flusso o altri difetti); ③ Funzionalità (la coppia di apertura e chiusura e le prestazioni di tenuta soddisfano gli standard); ④ Capacità produttiva (rispetto o superamento del ciclo produttivo contrattualmente concordato); ⑤ Stabilità (produzione continua senza guasti). Siete invitati a visitare la nostra fabbrica o a partecipare al processo di accettazione tramite trasmissione video in diretta.
D: I costi di manutenzione dello stampo sono elevati?
R: Poiché lo stampo adotta parti standard di alta-qualità e acciaio-resistente all'usura, la manutenzione quotidiana è molto semplice e prevede principalmente pulizia regolare, lubrificazione e prevenzione della ruggine. Forniremo guida completa e formazione al vostro personale tecnico. Con una corretta manutenzione, il ciclo di revisione dello stampo è lungo, con conseguenti costi di manutenzione a lungo termine-bassi.





